智能工厂生产制造现场数据采集的内容、方法及数据处理服务

在工业4.0与智能制造浪潮的推动下,智能工厂正成为制造业转型升级的核心。生产制造现场的数据采集与处理,是构建智能工厂感知层与决策层的基石。高效、精准的数据流是实现生产透明化、过程优化和智能决策的前提。
一、 生产制造现场数据采集的核心内容
智能工厂的数据采集覆盖了从原材料到成品的全价值链环节,旨在构建一个全面、实时、多维度的数据映像。主要采集内容可分为以下几类:
- 设备与工艺数据:
- 设备状态数据:包括设备开关机状态、运行/待机/故障模式、主轴转速、进给速度、负载电流、电压、功率等实时参数。
- 工艺参数数据:如加工中心的切削速度、进给量、温度、压力、流量、液位等直接影响产品质量的关键工艺变量。
- 设备效能数据:设备综合利用率(OEE)、故障时间(MTTR/MTBF)、生产节拍、换模时间等。
- 生产与物料数据:
- 生产进度数据:工单号、产品批次、生产数量、合格率、报废率、在制品(WIP)状态与位置。
- 物料流转数据:原材料、半成品、成品的入库、出库、消耗、库存数量及位置信息,通常通过RFID、二维码或视觉识别系统追踪。
- 人员操作数据:操作员身份、工位、作业开始/结束时间、操作动作记录等。
- 质量与检测数据:
- 在线检测数据:通过机器视觉、激光测量、传感器等实时获取的尺寸、外观、缺陷等质量特性数据。
- 实验室检验数据:抽检产品的理化性能、成分分析等离线检测结果。
- 质量事件数据:不合格品记录、返工返修记录、客户投诉关联的生产批次信息。
- 环境与能耗数据:
- 环境参数:车间温度、湿度、洁净度、噪音、振动等。
- 能源消耗数据:水、电、气、压缩空气等能源介质的实时用量与累计消耗,通常分设备、分区域进行计量。
二、 主要数据采集方法与技术
根据数据源和实时性要求的不同,智能工厂采用多层次、多技术的融合采集方案:
- 工业物联网(IIoT)与传感器技术:
- 方式:在设备、物料、环境等关键节点部署各类智能传感器(如温度、压力、位移、振动传感器)、RFID标签、智能仪表等。
- 特点:实现物理世界信号的直接数字化,是实时数据的主要来源。通过工业网关进行协议转换与数据汇聚。
- 设备联网与协议解析:
- 方式:通过PLC、CNC、机器人控制器的通讯接口(如以太网、现场总线),利用OPC UA、MTConnect、Modbus TCP等标准或私有协议,直接读取设备内部数据。
- 特点:能获取最丰富、最底层的设备状态与工艺数据,无需额外硬件,但对设备开放性和协议兼容性要求高。
- 机器视觉与图像识别:
- 方式:部署工业相机与图像处理系统,用于识别物料/产品编码、检测外观缺陷、引导机器人抓取、监控人员行为与安全。
- 特点:非接触式采集,信息量大,适用于复杂形态的识别与检测。
- 移动终端与人工录入:
- 方式:通过PDA、平板电脑、手机APP或工位触控屏,由操作人员输入或确认生产报工、质量检验、物料交接等离散事件信息。
- 特点:补充自动化采集的盲区,确保业务流程数据的完整性,但需优化界面以提升效率与准确性。
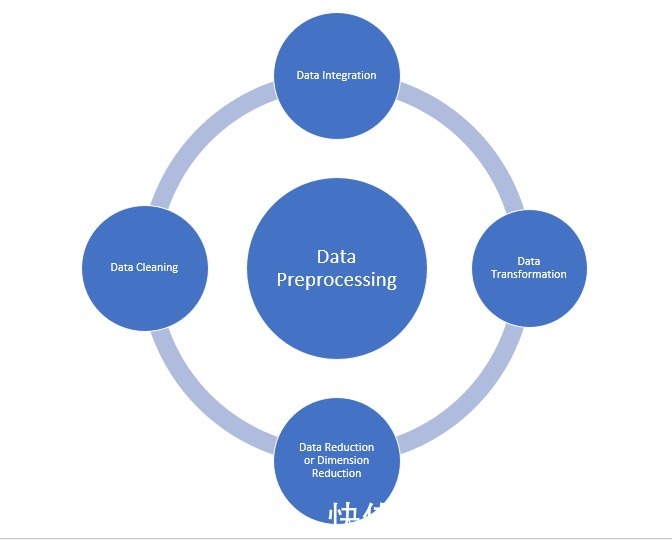
三、 数据处理服务:从数据到价值的关键跃迁
原始数据必须经过系统的处理与服务化,才能转化为驱动智能应用的“燃料”。数据处理服务通常包含以下层次:
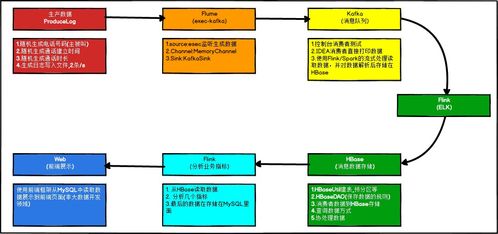
- 数据接入与边缘计算:
- 在靠近数据源的网络边缘(如工业网关、边缘服务器),进行数据的初步清洗、过滤、格式标准化和轻量级聚合。边缘计算能实现毫秒级响应,用于设备预测性维护、实时告警等场景,减轻云端压力。
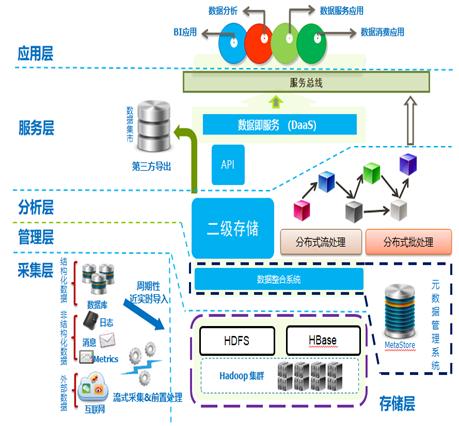
- 数据存储与管理:
- 根据数据特性采用混合存储架构:时序数据库(如InfluxDB)用于存储高频率的设备传感器数据;关系型数据库(如MySQL)存储工单、物料等业务关系数据;数据湖(如Hadoop)存储海量的原始日志、图像等非结构化数据。建立统一的数据模型与资产目录,实现数据治理。
- 数据建模与分析:
- 这是数据处理服务的核心。运用大数据分析、机器学习和人工智能算法,对数据进行深度挖掘:
- 描述性分析:通过报表、Dashboard实时展示生产状态、KPI(如OEE、产量、质量趋势)。
- 诊断性分析:根因分析,例如通过关联分析定位质量波动的工艺参数根源。
- 预测性分析:基于历史数据构建模型,预测设备故障(预测性维护)、产品质量、订单交付时间。
- 规范性分析:提供优化建议,如动态调整工艺参数以提升良率、优化生产排程以缩短交付周期。
- 数据服务与应用集成:
- 将处理后的数据和分析结果,通过API、消息中间件或数据服务总线,以标准化、可复用的方式提供给上层应用系统,如制造执行系统(MES)、企业资源计划(ERP)、产品生命周期管理(PLM)以及高级排产(APS)、数字孪生等智能应用。数据服务化实现了数据与应用的解耦,加速了创新应用的开发。
****
智能工厂的数据采集与处理是一个系统性工程,其目标不仅是实现“可见”,更要达成“可析”与“智能”。通过全面、精准的采集网络,结合强大的数据处理与分析服务,企业能够将生产现场的海量数据转化为可执行的洞察与决策,最终实现生产效率、产品质量与运营柔性的全面提升,在激烈的市场竞争中构筑核心优势。
如若转载,请注明出处:http://www.nbfuturelife.com/product/79.html
更新时间:2026-06-18 01:36:24